Ukopani električni luk (eng. Buried arc) je općenito poznat kao jedan od fenomena ponašanja električnog luka pri kojem je električni luk zajedno sa vrhom rastaljene žice postavljen ispod razine površine rastaljenog metala zavara . Obzirom da je izvor topline postavljen dublje u odnosu na konvencionalan električni luk može se postići veća penetracija što ovaj modalitet električnog luka čini prikladnim za zavarivanje debljih materijala. U ovom radu je predstavljen sustav za zavarivanje “D-Arc” koji koristi zakopani luk te su dani primjeri primjene na različitim oblicima spojeva.
UVOD
Razvoj inverterskih izvora struje za zavarivanje omogućio je nove alternative pri kontroli procesa zavarivanja. U ovom članku predstavljen je stabilizirani ukopani električni luk kao primjer inovativne kontrole procesa zavarivanja te razvoj visokoučinskog zavarivanja čeličnih limova većih debljina.
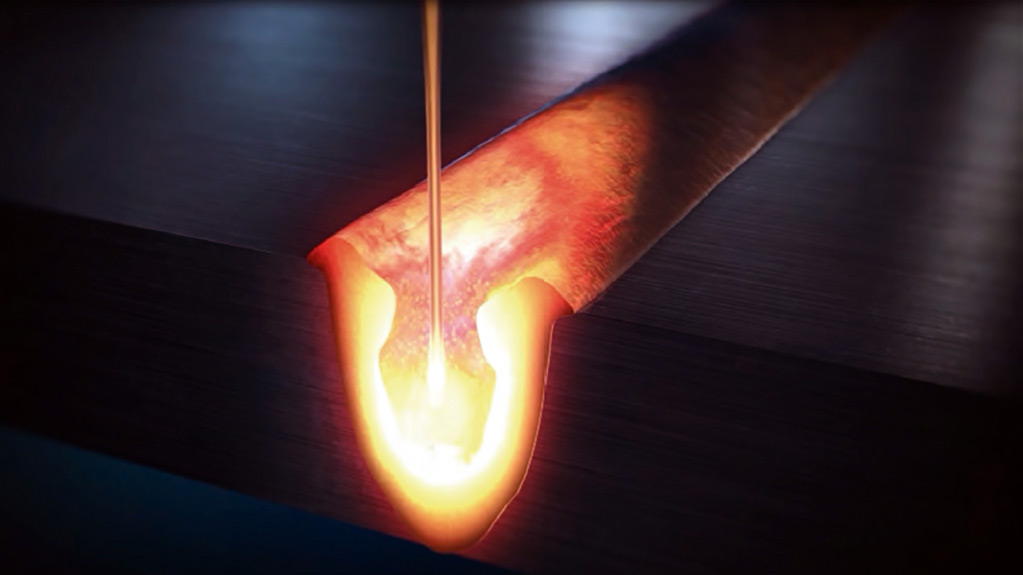
Ukopani električni luk (eng. Buried arc) je općenito poznat kao jedan od fenomena ponašanja električnog luka te postoje primjeri u zavarivačkoj literaturi [1]. Iako definicija nije precizna, podrazumijeva se da je to fenomen pri kojem je električni luk zajedno sa vrhom rastaljene žice postavljen ispod razine površine rastaljenog metala zavara kao što je prikazano na slikama 1. i 2. Kao što je vidljivo iz prikazanog, obzirom da je izvor topline postavljen dublje u odnosu na konvencionalan električni luk može se postići veća penetracije što ovaj modalitet električnog luka čini prikladnim za zavarivanje debljih materijala.
Za zavarivanje debelih limova u praksi se primjenjuju razni postupci poput elektrolučnog zavarivanja pod praškom ili troskom, elektroplinskog zavarivanja, zavarivanja trenjem i sl. Posebno su dobro istraženi zavarivanje laserom te hibridni postupci [2-6]. Drugi visokoučinski postupak je zavarivanje plazmom [7] kojim se može realizirati zavarivanje sučeljenog spoja punom penetracijom u jednom prolazu primjenom tzv. ključanice. Primjena plazme za debele limove je također istražena [8,9]. Svi ovi postupci su vrlo učinkoviti te je moguće ostvariti dobru kvalitetu zavara na debelim materijalima ali imaju puno ograničenja poput položaja i smjera zavarivanja, oblika pripreme itd.
S druge strane MAG postupak je relativno fleksibilan te se uvodi kada nabrojeni visokoučinski postupci zbog svojih ograničenja ne mogu biti primjenjeni. Međutim, za zavarivanje debelih limova MAG nije dovoljno učinkovit pri čemu se mogu navesti tri glavna razloga:
- potrebno je zavarivanje u više prolaza
- potrebna je velika količina dodatnog materijala (zbog pripreme)
- deformacije komada su jako velike

Slika 1. Prikaz ukopanog luka

Slika 2. Shematski prikaz ukopanog luka
Kao učinkovito rješenje navodi se povećanje količine nataljenog metala po prolazu ili smanjenje kuta otvora žlijeba [10]. Međutim, i dalje ostaje problem “plitke” penetracije zbog čega priprema mora biti po čitavoj debljini materijala uz povećani kut otvora žlijeba. To rezultira povećanom potrošnjom žice te posljedično i većim deformacijama. Svi ovi nedostaci mogu se eliminirati primjenom ukopanog luka u MAG postupku uz postizanje učinkovitog procesa i kvalitetnog zavarenog spoja. Međutim, ukopani luk je podložan nestabilnom ponašanju i povremenoj pojavi kratkih spojeva tako da je stabilizacija samog procesa vrlo zahtjevna posebno u području jakih struja. Iz tog razloga i ograničenja u primjeni ukopani luk nije u prošlosti često upotrebljavan u proizvodnji.
U posljednje vrijeme načinjena su istraživanja na području tehnika stabilizacije ukopanog luka [11] pri struji od 300A i jednoprolaznom zavarivanju na limu debljine 10mm [12]. Autori ovog članka nastavili su s istraživanjima na stabilizaciji ukopanog luka pri struji višoj od 500 A te većim debljinama pa je razvijen visokoučinkoviti sustav nazvan “D-Arc”.
2. STABILIZACIJA UKOPANOG LUKA VISOKE STRUJE
Slika 3. prikazuje rezultate snimanja ukopanog luka pri strujama višim od 500A pri čemu je korišten izvor struje sa ravnom karakteristikom (CV). Otvaranje šupljine unutar rastaljenog metala (nazvanog zakopani prostor) je prilično nestabilno i pokazuje intenzivno gibanje taline. Pretpostavlja se da je uzrok ovakvog ponašanja u ponavljajućem ciklusu kako slijedi:
1 – rastaljeni metal na bočnom zidu zakopanog prostora se približava žici.
2 – da bi se održala duljina luka dolazi do porasta struje.
3 – sile u luku rastu u dubljem dijelu taline te dolazi do brzog širenja otvora.
Drugim riječima, smatra se da ukopani luk postaje nestabilan u području visoke struje ako nema odgovarajućeg tlaka na rastaljeni metal bočnog zida ukopanog prostora što je posebno naglašeno blizu površine taline.
Iz tog razloga razvijen je valni oblik struje koji kontinuirano pridržava rastaljeni zid ukopanog prostora uz cikličko ponavljanje vrijednosti struje i napona. Takav valni oblik je u biti niskofrekventno modulirana kontrola napona kojim se periodično mijenja oblik izlaznog napona [13].
Ukopani luk s takvom vrstom kontrole prikazan je na slici 4. dok je na slici 5. prikazan mehanizam stabilizacije.

Slika 3. Nestabilno ponašanje ukopanog luka

Slika 4. Shematski prikaz ukopanog luka

Slika 5. Mehanizam stabilizacije ukopanog luka pomoću niskofrekventno modulirane kontrole napona
Slika 5 (a) prikazuje valni oblik struje i napona pri niskofrekventno moduliranoj kontroli napona. Namješteni napon se mijenja frekvencijom 100Hz pri čemu se isto mijenja i struja ovisno o opterećenju na sekundarnoj strani izvora struje za zavarivanje. Slika 5(b) prikazuje ponašanje luka označeno isprekidanom linijom (A) i (B) na slici 5 (a). Isprekidana linija (A) prikazuje područje niskog a linija (B) visokog napona. U području (A) žica je postavljena dublje u talinu pri čemu se tali dno šupljine a prijenos metala je u obliku kapljice. S druge strane, u području (B), vrh eletrode je postavljen relativno pliće pri čemu se luk uspostavlja na zidove šupljine. Rastaljeni metal na zidnoj stijenci zakopanog prostora je potisnut od strane luka pri čemu se održava rotirajući luk. Kombinacijom ova dva načina rada ponašanje luka i taline se stabilizira kako je prikazano na slici 4. dok se na slici 6. vidi poboljšani izgled zavara.
3. RAZVOJ SUSTAVA ZA ZAVARIVANJE UKOPANIM LUKOM VISOKIM STRUJAMA
3.1 Konfiguracija sustava

Slika 6. Usporedba izgleda zavara
Na temelju informacija i znanja iz opisanog istraživanja razvijen je robotizirani sustav “D-Arc” prikazan na slici 7.
Sustav uz robot čine dva izvora struje za zavarivanje koji maksimalno mogu isporučiti struju do 1000A pri čemu je na glavni izvor struje spojeno modularno niskofrekventno upravljanje naponom kako bi se izračunala trenutna struja ovisno o odgovarajućem nagibu vanjske karakteristike. Dodavač žice s maksimalnom brzinom dodavanja žice od 100 m/min je smješten na tijelu robota i spojen zajedno sa međuspremnikom žice. Pištolj za zavarivanje je hlađen vodom i izrađen aditivnom 3D tehnologijom na bazi bakrene legure te je moguće opterećenje od 650A pri 100% intermitenciji.

Slika 7. Konfiguracija visokoučinkovitog robotiziranog sustava za zavarivanje “D-Arc”
3.2 Usporedba zavarenih spojeva načinjenih sustavom “D-Arc” i konvencionalnim MAG postupkom
Na slici 8. prikazana je usporedba sučeljenog zavara debljine 19mm načinjenog primjenom sustava “D-Arc” i konvencionalnim MAG zavarivanjem u više prolaza. Dodatni materijal je puna žica debljine 1,4mm klasificiran kao JIS YGW11 (AWS ER 70-S, EN G 42 3 C G0).
Pri konvencionalnom MAG zavarivanju potrebno je 6 prolaza dok se sustavom “D-Arc” postiže puna penetracija u samo jednom prolazu što dokazuje višestruku učinkovitost.
Otvor žlijeba od 35° sa visinom grla žlijeba od 0mm primijenjen za “D-Arc” baziran je na standardima JARAS 1012 (WES 8703):2004 i JARAS 1013(WES8704):2004. Površina žlijeba smanjena iz 123,5mm2 na 38,5mm2 što odgovara jednoj trećini konvencionalne pripreme. Kutna deformacija kod sustava “D-Arc” smanjena je sa 7° na 1° što čini samo 1/7 u odnosu na klasičnu pripremu. Dodatno, mehanička svojstva spoja su dobra [14] što potvrđuje kvalitetu zavara uz visoku učinkovitost.
4. PRIMJERI PRIMJENE SUSTAVA “D-ARC”
Primjeri zavarnih spojeva načinjenih sustavom “ D-Arc” prikazani su na slikama 9. do 11. Slika 9. prikazuje primjer zavarivanja sučeljenog spoja debljine 19mm i otvorom žlijeba 25mm bez razmaka na keramičku podlogu. Postignut je dobar izgled zavara sa strane lica i korijena. Slika 10. Prikazuje primjer zavarivanja sučeljenog spoja debljine 35mm uz X-pripremu i visinu grla žlijeba 13mm. Zavarivanje je provedeno obostrano u vodoravnom položaju. Obzirom da je primijenjena veća visina grla žlijeba moguća je veća penetracija bez opasnosti od progaranja te je izbjegnuta primjena podloške.

Slika 8. Usporedba presjeka zavara načinjenih konvencionalnom i “D-Arc” tehnologijom

Slika 9. Primjer sučeljenog zavara debljine 19 mm uz primjenu keramičke podloške

Slika 10. Primjer sučeljenog spoja na limu debljine 35 mm

Slika 11. Primjer pune penetracije T spoja debljine lima 16 mm
Slika 11. Prikazuje primjer pune penetracije na T spoju bez dodatne pripreme i bez razmaka. Zavarivanje je provedeno s obje strane u vodoravnom položaju uz okretanje radnog komada. Uz ovakvu pripremu izbjegnut je rizik od progaranja.
Ovi primjeri pokazuju da je primjena sustava “D-Arc” raznolika i za očekivati je u budućnosti proširenje vrsta i oblika spojeva.
5. ZAKLJUČCI
Primjena ukopanog luka pri MAG zavarivanju u zaštiti 100% CO2 uz primjenu pune žice moguća je uz korištenje novorazvijenog valnog oblika struje za stabilizaciju procesa. Novi sustav za visokoučinsko zavarivanje “D-Arc” karakterizira slijedeće:
1. Novorazvijena niskofrekventno modulirana kontrola napona postiže stabilan ukopani luk sa dobrim izgledom zavara i dubokom penetracijom.
2. Visokoučinski sustav “D-Arc” omogućuje zavarivanje nelegiranih čelika debljine 19 mm u jednom prolazu.
3. Moguće su razne primjene poput postizanja pune penetracije prilikom obostranog zavarivanja na limu 35 mm i na T spoju debljine 16 mm.
Literatura:
[1] Japan Welding Society (2005) Advanced Welding & Joining Technologies. SANPO PUBLICATIONS: 48. (in Japanese)
[2] J.K. Kristensen (2009) Thick Plate CO2-Laser Based Hybrid Welding of Structural Steels. Welding in the World Volume 53 Issue 1: 48-57.
[3] Steve Shi et al. (2007) Laser and hybrid laser-MAG welding of steel structures for shipbuilding. International Forum on Welding Technologies in Shipping Industry held in Shanghai on 16-18 18 June 2007.
[4] Eakkachai Wainsiriruk (2015) Oblique laser irradiation technique for vertical welding of thick steel plates employing hot-wire laser welding. Quarterly Journal of the Japan Welding Society
Vol. 33 No.4: 326-331.
[5] Ruoyang Li et al. (2014) A study of narrow gap laser welding for thick plates using the multi-layer and multi-pass method. Optics & Laser Technology Volume 64, Dec: 172-183.
[6] Y Shimokusu et al. (2003) Application of pulse-modulated high-power YAG laser to welding of heavy plates. Welding International Volume 17 Issue 7: 534-540.
[7] G. Zeng. (1989) Plasma arc welding principle and application. Welding and Cutting Vol.9 No.1: 38-44.
[8] X. R. Li et al. (2012) Double stage plasma arc pipe welding process. Welding Journal Vol. 91:346-353.
[9] J. S. Shih et al. (2012) Multi-objective process optimization of pulsed plasma arc welding SS400 steel pipe with foamed aluminum liner. Journal of Advanced Mechanical Design, Systems, and Manufacturing. Vol.6 No.2: 222-235.
[12] Masatoshi Murayama et al. (2015) Narrow Gap Gas Metal Arc (GMA) Welding Technologies. JFE TECHNICAL REPORT 20 (Mar.): 147-153. (in Japanese)
[11] Noriyuki Muraoka et al. (2015) Effect of Power Output Modulation on Weld Profile in CO2 Welding. Preprints of the National Meeting of JWS 2015s: 134-135. (in Japanese)
[12] Hirotaka Adachi et al. (2006) Metal Transfer Phenomena in High-current MAG Welding. Preprints of the National Meeting of JWS 2006f: 112-113. (in Japanese)
[13] Hayato Baba et al. (2016) Study on arc stabilization for high current buried arc – Development of GMA welding system with ultra-high wire feed rate (first report) – . Preprints of the National Meeting of JWS 2016s: 170-171. (in Japanese)
[14] Hayato baba (2016) Thick plate welding by “D-Arc welding” using high current buried arc. Welding technology Vol. 64 No. 9: 78-82. (in Japanese)